
What Are Welding Slag Inclusions?
Welding slag inclusions are one of the most popular types of welding defects and are detrimental to the structural integrity of the weld. Slag inclusions arise when the weld by-product, slag, get stuck within the weld. Welding slag is a common by-product of the process however it does not always get stuck in the weld. When this occurs, the structural integrity of the weld is not affected, meaning it is not an issue.
What is Welding Slag?
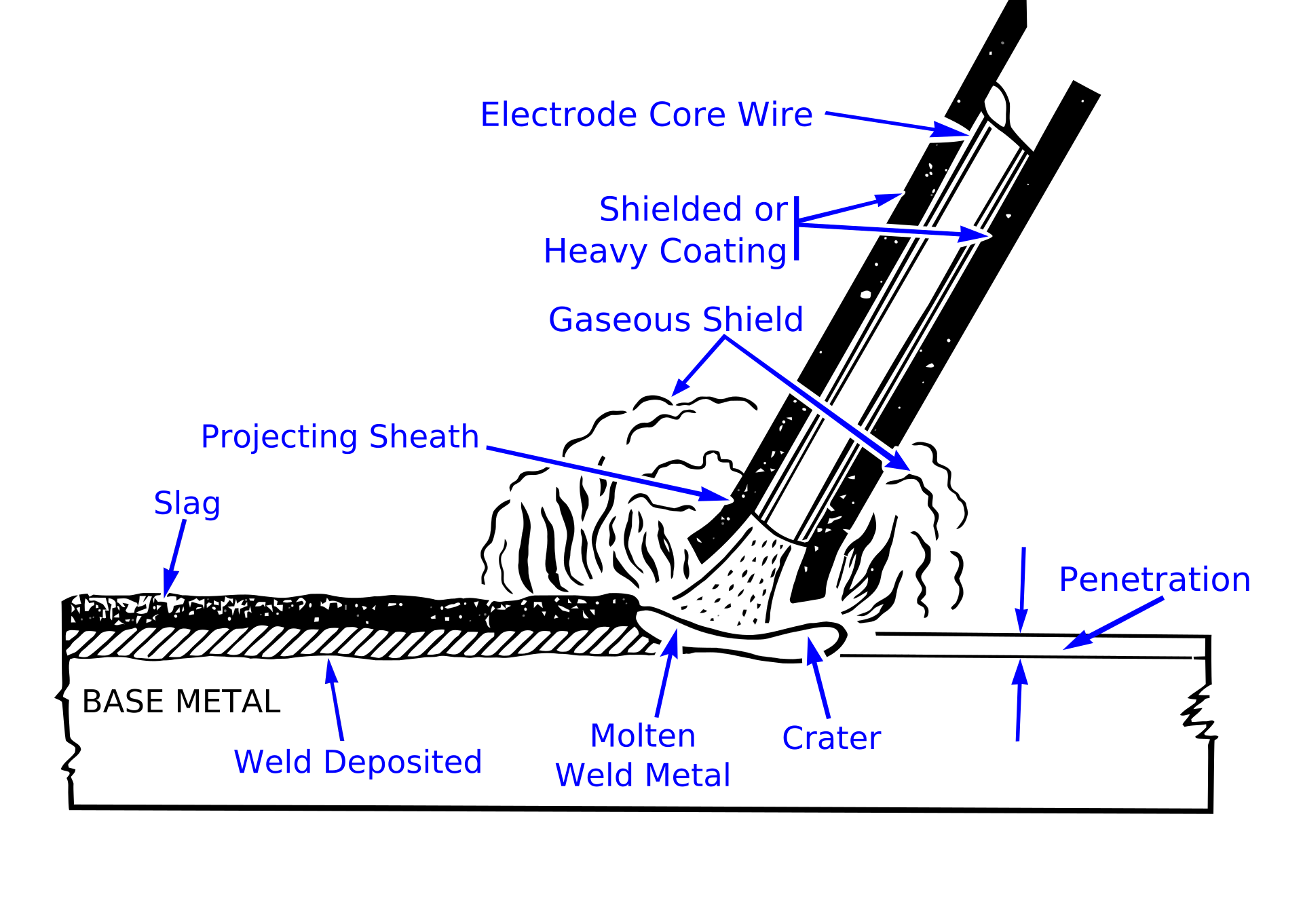
Welding slag is a common by-product of shielded metal arc welding and is a non-metallic hardened layered left on top of a weld.
Slag is generated when the flux melts. When the heat from the weld zone reaches the flux, its melts and helps generate a shielding gas to prevent contaminants from entering the weld pool and prevent oxidation. The melted flux reacts with oxygen/nitrogen to form oxides/nitrides and prevent the gases from oxidising the weld pool. The non-metallic products from the process are known as weld slag.
The density of the flux material is considered during its selection. The density of the melted flux should be lower than the metal being welded, which allows the melted flux to float to the top of the weld pool and solidify on top of the weld metal.
Upon solidification, the slag is then removed from the top of the weld. This is extremely important if multiple weld passes are being made as it prevents slag from being trapped inside any subsequent welds.
Types of Welding Flux
As flux becomes slag, it makes the composition of flux extremely important. The flux affects the properties of welding slag, such as surface tensions and influences the probability of slag inclusions.
Basic fluxes that contain calcium carbonate are well known for introducing welding slag inclusions. The type of slag formed from this flux tends to have a high wettability meaning it dips into the weld pool rather than rising to the surface. Additionally, it creates a welding slag that is a lot more difficult to remove.
What Causes Welding Slag Inclusions?
Slag inclusions are caused when the slag material is trapped within the weld during solidification and is trapped in the weld structure. One of the reasons for its occurrence is that the material was not able to travel to the top of the weld pool, becoming trapped during solidification.
Using unsuitable welding parameters is a cause of weld slag inclusions. Using a speed that is too quick can lead to a convex weld bead shape, which will lead to tips in the weld toe where slag inclusions can be trapped. The same can be said for using an electrical current that is too high or too low.
When multiple passes are being made, failure to remove weld slag from the weld will result in slag inclusions. Without removing slag from the top of previous weld passes, it will become entrapped within the weld on the following pass and will be detrimental to its structure.
In summary, welding slag inclusions are affected by:
- – Welder Technique
- – Type of flux coating
Why are Welding Slag Inclusions Bad?
Structural integrity is extremely important, and welds commonly determine the life of steel welded structures through their fatigue life. Good structural integrity is achieved by a good weld that has a consistent internal structure without containing any discontinuities.
Slag inclusions lead to discontinuities in the structure of the weld as they act as stress concentrators and local strains, having a detrimental impact on the weld’s strength. Furthermore, due to the presence of discontinuities, the grains within the structure cannot interact with one another reducing the weld’s strength.
How to Identify Welding Slag Inclusions?
Welding slag defects tend to have the visual appearance of a straight line, either continuous or discontinuous, in the direction of the weld. Slag inclusions can also have a visual appearance to pinholes.
The weld defect looks like small fragments of glass trapped in the weld and can be located in a cluster, a continuous line or scattered randomly. Performing non-destructive testing of welds such as magnetic particle inspection (MPI) will help identify the exact location of the defect.
How to Prevent Welding Slag
Although a common welding defect, weld slag inclusions are generally easily prevented.
- – Remove slag from welds between passes
- – Use the correct welding parameters (speed and current) to prevent undercutting making slag difficult to remove.
- – Use a suitable technique and equipment when removing slag. In some cases, a wire brush or lightly chipping it away isn’t sufficient enough.