
What is a Butt Weld
A butt weld is one of the most straightforward and versatile types of weld joints. A butt weld is performed by placing two pieces of metals end-to-end and welding them together along the join.
A crucial aspect of butt welding is that the two pieces of metal joined together are in the same plane, and the weld remains within the plane of the surfaces. As a result, the two metals are or almost parallel to each other with no overlapping aspects.
Heat penetration is important to maintain for a butt weld, which is straightforward when joining thin pieces of metals. However, it is more difficult with thicker workpieces.
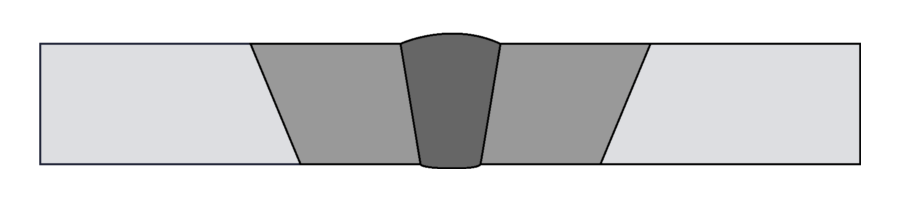
When thicker workpieces are butt welded, surface preparation is required to help maintain heat penetration. Surface preparation involves creating different wedge shapes between the two joining materials.
Different wedge shapes created include U wedge, J wedge, V wedge and many more (see below)

Depending on the level of heat penetration required, determined by material thickness, different wedges are required. A high priority consideration is minimising the volume of weld needed to fill the joint.
Butt welds, like all most welds, are strongest when having the fewest imperfections. Therefore, minimising the volume of weld required minimises the probability of imperfections arising.
The best methods for performing butt welding is MIG or TIG welding, which are both types of arc welding. The welding is completed manually or automatically.
Butt welds are commonly completed on steel pieces due to the steels popularity in welded structures.
Types of Butt Welding
There are a number of other ways to complete a butt weld than MIG and TIG welding. The two alternative methods are Flash Welding and Resistance Welding.
Flash Welding
Flash welding is a branch of resistance welding and is a process that requires no filler material. Dependent on a number of factors such as material thickness, desired properties of the weld and the material composition, the two mating materials are set apart at a predetermined distance.
Once set, a current is applied to the metal, which results in a resistance forming between the two mating pieces. The resistance between the two parts helps produce an arc, melting the metals and forming a weld.
The workpieces are pressed together once the desired temperature has been obtained, helping consolidate the weld joint.

Resistance Welding
Resistance welding consists of the two workpieces being held together at a predetermined force. Two weld tips are what clamp the pieces in place.
A current is passed through the tips transferring through the two pieces forced together. Heat is generated at the part face interface due to the high resistance, which initiates the melting of the workpieces and creates a weld nugget.
The weld tips have an internal cooling mechanism preventing excessive heat from being generated at the surface, keeping it localised to the part interface.

Types of Butt Weld Joints
There are many different types of butt weld joints available to welders. They follow a basic nomenclature named after the shape of the wedges created from surface preparation.
These different types include V joint, bevel joint, U joints, J joints and many more. It is common for most types of the joint to have a ‘double’ counterpart. For example, double V joint, double J joint etc.
The simplest type of butt weld joint is a square butt weld joint. A big reason for this is the alignment of the joint before welding.
Advantages of Butt Welds
There are many advantages of using butt welds:
- Easy to inspect for quality purposes
- High strength with complete fusion
- Easy to perform post-weld activities such as grinding
Disadvantages of Butt Welds
Although a butt weld is a versatile welded joint, it also has some disadvantages:
- Fixturing may be required
- Weld geometry can limit applications
- Sensitive to certain surface conditions